
盈致MES系统助力电子制造企业走出生产管理困局
电子产品迭代越来越快,客户交期一压再压,车间里的问题却一桩接一桩:排产排不明白、物料对不上账、出了质量问题查不到源头……这些现象在广东的电子制造企业中相当普遍。
我们从业二十多年,接触过大大小小三百多家工厂,上面这些问题几乎每家都有,只是严重程度不同。今天把常见的几个典型痛点拆开聊一聊,也说说MES系统到底能帮企业解决什么。
一、车间里最让人头疼的几个问题
1. 排产全靠人工,计划赶不上变化
很多工厂的生管还在用Excel排产,或者干脆凭经验口头安排。一旦遇到插单、急单、订单变更,整个排产计划就要推翻重来。多条产线混线生产的时候,物料、设备、人员的匹配更是一团乱麻,产能利用率常年上不去。
2. 物料管理漏洞大,错料缺料反复发生
电子元器件SKU多、规格相似、单价悬殊,靠纸质单据和人工记账,领错料、漏发料的情况几乎无法避免。库存数据滞后,采购和消耗对不上号——要用的料没到,不用的大量堆在仓库里占资金。
3. 车间就像黑箱,出了问题全靠“喊”
生产进度到哪了?设备有没有在转?当前工序良率是多少?很多企业只能靠车间主任挨个问、组长口头报。等到发现质量问题或者设备停机,往往已经造成了一整批不良品或者几小时的停工损失。
4. 质量追溯做不到位,售后被动挨打
出了质量问题想往前追溯——这批板子用的哪个供应商的电阻?哪台设备贴的?哪个操作员过炉的?工艺参数是多少?大部分企业查不到这么细。面对客户投诉、出口合规审查,只能翻纸质记录,费时费力还可能查不清楚。
5. 高价值设备使用效率低
SMT贴片机、AOI检测设备、回流焊,这些设备动辄几十上百万。但很多企业对设备的运行状态只有模糊的感知,没有实时数据支撑。故障靠报修、保养靠日历、换线靠经验,OEE数据算不出来,设备到底赚不赚钱心里没数。
6. 各系统各管各的,数据通不起来
ERP、WMS、PLM可能都有,但和生产现场脱节。管理层想看产能分析、成本结构、交付达成率,只能让下面手工汇总报表,数据准确性和及时性都难以保证。
二、MES能做什么?结合落地经验谈谈
MES系统的核心定位很简单——把上层计划和车间现场连接起来,让生产过程看得见、管得住、算得清。结合我们在电子、SMT、注塑等行业的落地经验,几个关键模块的价值比较明显。
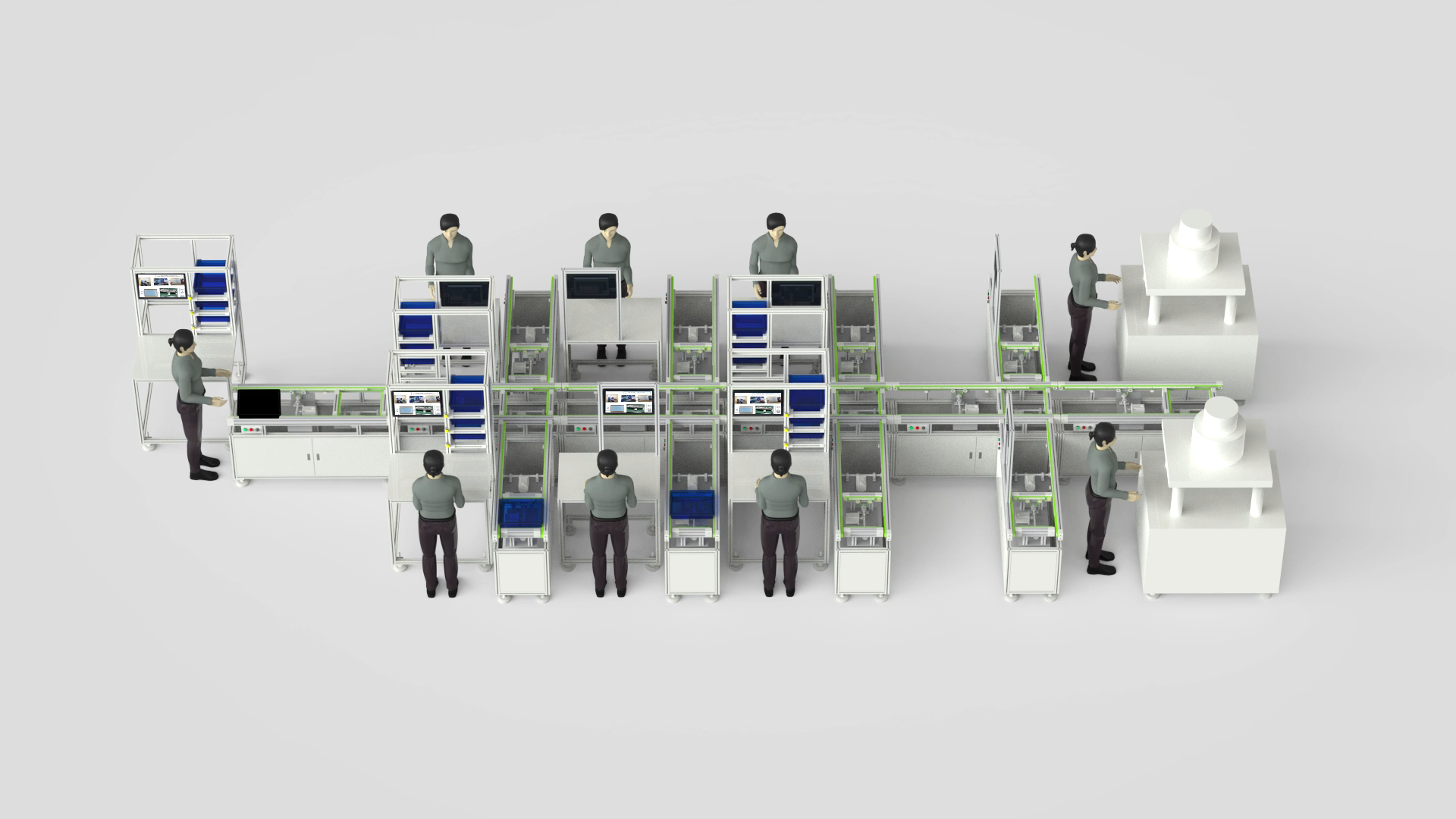
智能排产,让计划真正能落地
MES对接ERP获取订单和BOM信息,结合当前设备产能、物料库存、人员资质等实际条件,生成可执行的排产方案。遇到紧急插单或订单变更,系统能快速重排,车间看板实时更新。对SMT车间来说,换线时间、程序切换、钢网匹配这些细节都可以纳入排产逻辑,减少无效等待。
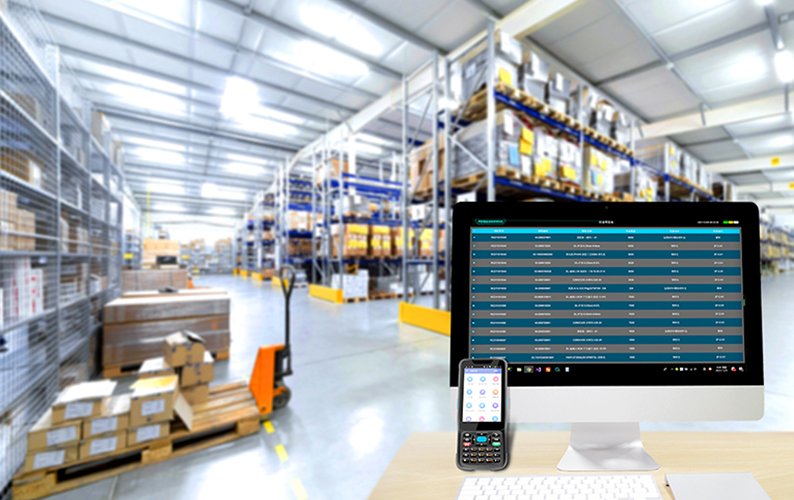
物料从入库到消耗,全程扫码管控
通过条码或RFID对物料进行唯一标识,从来料入库、IQC检验、备料、领料到工位消耗、退料,每个环节扫码记录。系统实时更新库存数据,同步生成物料需求计划。关键是防错——拿错料扫码就会报错,从根本上杜绝错料上线的风险。
生产数据实时采集,异常及时响应
自研的SCADA数据采集装置直接对接车间设备,产量、工序进度、设备状态、工艺参数实时采集上传。车间看板和管理后台同步展示,任何人都能看到当前生产状况。建立分级预警机制,设备异常、参数超标、物料短缺自动推送通知,减少信息传递的延误。
质量管控全流程可追溯
从来料检验(IQC)到首件确认、巡检、终检,质检数据全部线上化录入。AOI设备检测结果自动同步,不需要人工二次填写。建立产品唯一追溯码,从元器件批次到供应商、生产设备、操作人员、工艺参数,整条链路一键可查,满足3C认证、RoHS等合规要求。
设备管理从“事后修”到“预先防”
系统自动统计设备OEE,量化分析故障停机、换线损耗、空载时间。建立设备电子台账,记录保养和维修历史。结合设备运行数据,把传统定期保养调整为基于实际状态维护,提前预判故障风险,把非计划停机降到较低水平。
打通各系统数据,管理层不再靠猜
MES系统作为生产环节的核心枢纽,向上对接PLM、ERP,向下连接WMS和现场设备。产品工艺和BOM从PLM同步过来指导生产,采购和财务数据通过ERP互通。整合全链路数据后,产能规划、成本分析、交付达成这些决策有了数据支撑,不用再拍脑袋。
三、落地过程中的一些实际感受
做MES系统不是装一套软件就完事了。我们见过不少企业买了系统但用不起来,根本原因往往是实施方式有问题。
先从痛点切入,不要贪大求全。
很多企业一次性要上全模块,结果战线太长、投入太大,项目拖到最后不了了之。实际落地的客户里,成功率较高的做法是先上线生产排产、质量追溯、物料管理这几个最痛的模块,见效之后再逐步扩展。
标准化产品和定制化开发要平衡好。
电子行业有自己的通用流程,但每个工厂的细节差异不小。用标准产品解决80%的共性问题,剩下20%的个性化需求通过灵活配置来满足,这样既控制了成本和周期,又能贴合实际业务。
人员习惯改变比系统上线更难。
系统再好,一线员工不愿意用等于零。上线前做好培训,上线初期安排专人跟进指导,把操作流程尽量简化,让大家感受到系统确实能减轻工作负担,而不是增加额外填报的麻烦。
从我们合作的三百多家企业的反馈来看,系统稳定运行后,生产效率平均提升15%左右,OEE提升约12%,产品良率改善超过20%,库存积压下降约60%,异常响应速度也明显加快。当然,每个企业的基线和改善空间不同,具体数字会有差异,但整体趋势是一致的——生产管理从粗放到精细,从经验驱动到数据驱动,这条路是走得通的。
电子制造业的竞争环境只会越来越严,客户对交期、质量、成本的要求持续加码。与其等问题积累到不得不改,不如尽早把生产管理的基础打扎实。